






| 详细参数 |
|---|
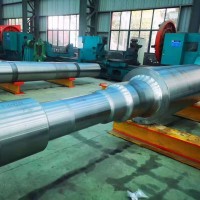
章丘锻造4130轴锻件保探伤送货到厂
我公司常年生产【变量1】轴锻件保探伤送货到厂,得到客户的一致认可和好评。我公司专业生产好的章丘锻造4130轴锻件保探伤送货到厂锻造钢材,首先化学成分完全符合冶炼成分;其次尺寸和外观没有瑕疵;第三,内部没有气孔、砂眼、裂纹等影响产品性能的缺陷,保证客户要求的探伤等级。我公司生产章丘锻造4130轴锻件保探伤送货到厂锻造钢材,采用优质精炼真空脱气钢锭,严格按锻造工艺锻打,锻造后经超声波探伤后发货,杜绝不合格产品出厂。

章丘锻造4130轴锻件保探伤送货到厂
公司具备国内较先进的锻造加工设备:1t-5t电液锤;800吨、1600吨、2500吨快锻机组;以及具备大型深加工能力的辅助设备。可车削单件重量20吨以下、直径≤1200mm的圆钢、台阶轴及轧辊等钢材及锻件。
辗环件:环件重量30吨,高度1.5米, 外径6.8米,环件宽度1.2米!
产品规格:一、锻圆,直径80-1200,长度22米,单支重量60吨以内;
二、锻轴,轴身直径1600长度12米,单件重量60吨以内;
三、锻环,外径4500高度1.2米,单件重量30吨以内;
四、也可来图纸订做其他锻件。

保持温度1~2分钟后,打开焊剂筒,倒出焊剂后,卸下焊,焊接过程完毕。在保温期间拔下快速接头,插入另一做好准备的焊上,当另一焊准备完闭,即可旋焊,这样可以交替进行焊接。在夹具和钢筋自重的压力下,稍用力即能满足顶压压力的要求,顶压完成后不要立即松手,要继续把持操作杆5~8秒钟,防止焊缝凝固前由于夹具回弹或松动而造成焊口开裂。冬季施工时,应采取缓慢冷却法,延长焊接通电时间1~3秒,适当增加焊接电流,延长打掉渣壳的时间,使渣壳起降低却速度的作用。