 设计电化学去毛刺工装电极时,需要考虑多个因素以确保加工效率和加工质量。以下是一些设计步骤和要点:
设计电化学去毛刺工装电极时,需要考虑多个因素以确保加工效率和加工质量。以下是一些设计步骤和要点:一、明确设计目标
二、电极形状设计
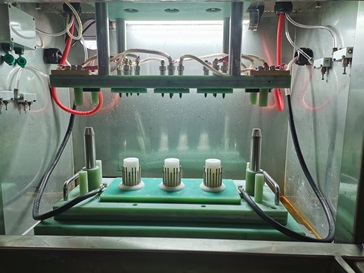
1、匹配零件外形:电极的形状应与零件待去毛刺部位的外形相匹配,特别是毛刺或飞边部位。这样可以确保电流主要集中在毛刺区域,提高去毛刺效率。
2、考虑电流分布:电极的设计还需考虑电流的均匀分布,避免局部过热或电流集中导致的工件损伤。因此,电极的形状和尺寸应根据工件的尺寸和形状进行优化。
三、电极材料选择
1、耐腐蚀性:电极材料应对电解液具有良好的耐腐蚀性,以确保长期使用的稳定性和寿命。
2、导电性:材料需具备良好的导电性,以减少能量损失,提高加工效率。
3、制造方便:材料应易于加工和制造,以降低生产成本。
四、绝缘处理
1、非加工区域绝缘:电极的非加工区域应进行绝缘处理,以防止电流通过这些区域导致工件非毛刺部位的加工。常用的绝缘材料包括环氧树脂和尼龙等。
2、绝缘层厚度:绝缘层的厚度应适中,既要保证绝缘效果,又要避免过厚影响电极的刚性和导电性。
五、电极刚性与装夹调整
1、足够刚性:电极应具备足够的刚性,以确保在加工过程中不会因为电解液的冲刷或电化学反应产生的力而发生变形。
2、装夹调整方便:电极的设计还需考虑到装夹和调整的便捷性,便于快速准确地定位和调整。
六、考虑加工条件
1、电流密度与电压:根据工件材料和加工要求,合理选择电流密度和电压,以确保电化学反应的稳定进行。
2、电解液选择:选择合适的电解液能够提高去毛刺效率,减少工件表面的腐蚀。电解液的选择应根据工件材料、加工要求和环境条件进行综合考虑。
3、温度控制:过高的温度可能导致工件材料的热损伤,而过低的温度则可能影响电化学反应的效率。因此,需要通过冷却系统等手段对电解液的温度进行精确控制。
七、验证与优化
综上所述,设计电化学去毛刺工装电极时,需要综合考虑电极形状、材料、绝缘处理、刚性与装夹调整以及加工条件等多个因素。通过科学的设计和优化,可以确保电极的高效、精确和稳定加工性能。





 微信客服
微信客服



